研削加工・切削加工・ドレッサの計算ツール
研削加工の計算
回転数と周速度
スクロールで全体をご覧いただけます。
V [mm/min]ホイール周速度
=
π [3.14]円周率
×
D [mm]ホイール直径
×
N [min-1]ホイール回転速度
V [m/min]ホイール周速度
=
π [3.14]円周率
×
D [mm]ホイール直径
×
N [min-1]ホイール回転速度
÷
1000
V [m/sec]ホイール周速度
=
π [3.14]円周率
×
D [mm]ホイール直径
×
N [min-1]ホイール回転速度
÷
(1000 × 60)
ホイール周速度・回転速度を求める
■ 回転速度から周速度を求める
ホイール径(mm)
回転速度(min-1)
周速度(m/min)
周速度(m/sec)
■ 周速度(m/min)から回転速度を求める
ホイール径(mm)
周速度(m/min)
回転速度(min-1)
■ 周速度(m/sec)から回転速度を求める
ホイール径(mm)
周速度(m/sec)
回転速度(min-1)
切削加工の計算
旋削加工の計算式
旋削加工の計算式 [切削速度と回転数の計算]
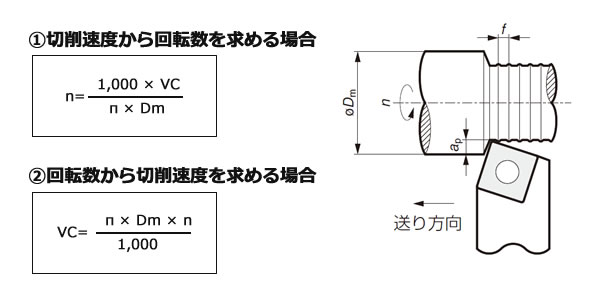
① 切削速度から回転数を求める
Vc:切削速度(m/min)
Dm:加工物内外径(mm)
n:回転速度(min-1)
② 回転数から切削速度を求める
Dm:加工物内外径(mm)
n:回転速度(min-1)
Vc:切削速度(m/min)
旋削加工の計算式 [所要動力の計算]
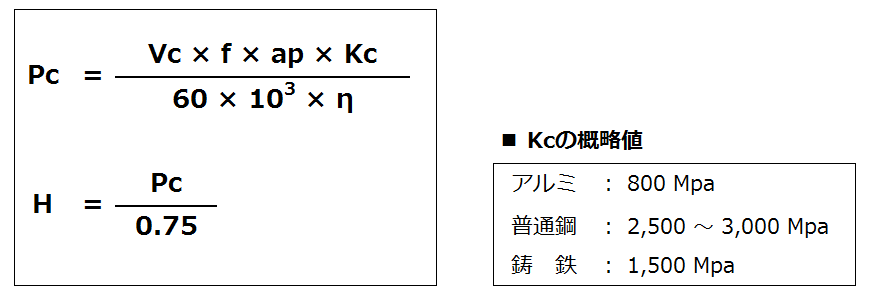
Vc:切削速度(m/min)
f:1回転あたりの送り量(mm/rev)
ap:切込み(mm)
Kc:比切削抵抗(MPa)
η:機械効率(0.7~0.85)
Pc:所要動力(kW)
H:所要馬力(HP)
旋削加工の計算式 [切削抵抗の計算]
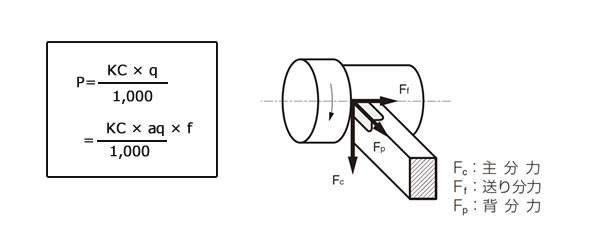
Kc:比切削抵抗(MPa)
q:切りくず面積(mm2)
P:切削抵抗(kN)
Kc:比切削抵抗(MPa)
ap:切込み(mm)
f:1回転あたりの送り量(mm/rev)
P:切削抵抗(kN)
旋削加工の計算式 [加工面粗さの計算]
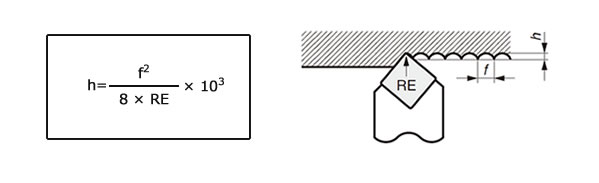
f:1回転当たりの送り量(mm/rev)
RE:ノーズ半径(mm)
h:理論表面粗さ(μm)
旋削加工の計算式 [切りくず排出量の計算]
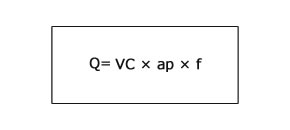
Vc:切削速度(m/min)
ap:切込み(mm)
f:1回転あたりの送り(mm/rev)
Q:切りくず排出量(cm3/min)
旋削加工の計算式 [加工時間の計算(外径加工)]
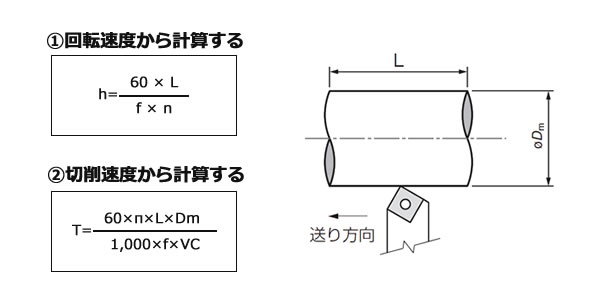
① 回転速度から計算する
L:加工長(mm)
f:1回転あたりの送り量(mm/rev)
n:回転速度(min-1)
T:加工時間(sec)
② 切削速度から計算する
L:加工長(mm)
f:1回転あたりの送り量(mm/rev)
Dm:被削材直径(mm)
Vc:切削速度(m/min)
T:加工時間(sec)
旋削加工の計算式 [加工時間の計算(溝入れ加工)]
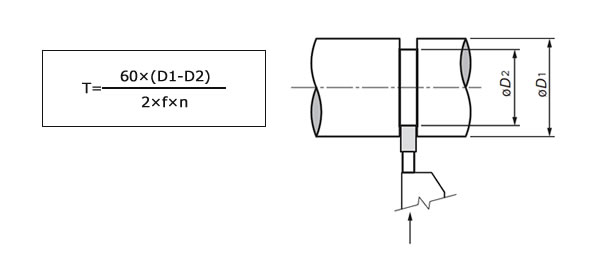
f:1回転あたりの送り量(mm/rev)
n:回転速度(min-1)
D1:被削材の最大径(mm)
D2:被削材の最小径(mm)
T:加工時間(sec)
旋削加工の計算式 [加工時間の計算(突っ切り加工)]
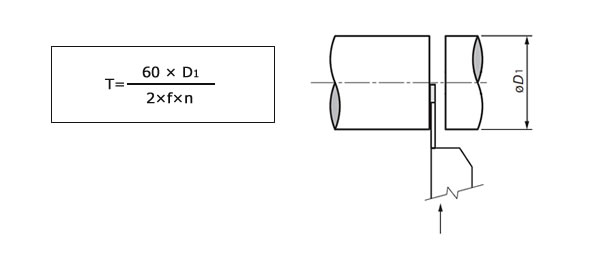
f:1回転あたりの送り量(mm/rev)
n:回転速度(min-1)
D1:被削材の最大径(mm)
T:加工時間(sec)
フライス加工の計算式
フライス加工の計算式 [切削速度の計算]
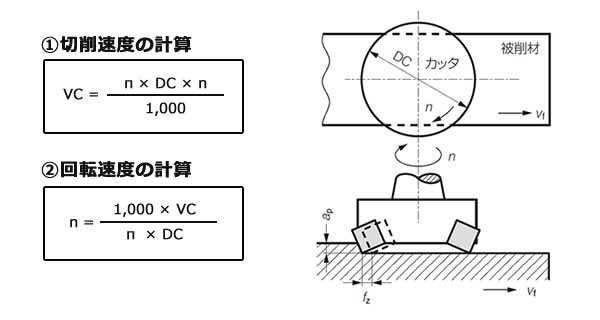
① 切削速度の計算
DC:カッタ外径(mm)
n:回転速度(min-1)
Vc:切削速度(m/min)
② 回転速度の計算
Vc:切削速度(m/min)
DC:カッタ径(mm)
n:回転速度(min-1)
フライス加工の計算式 [送り速度の計算]
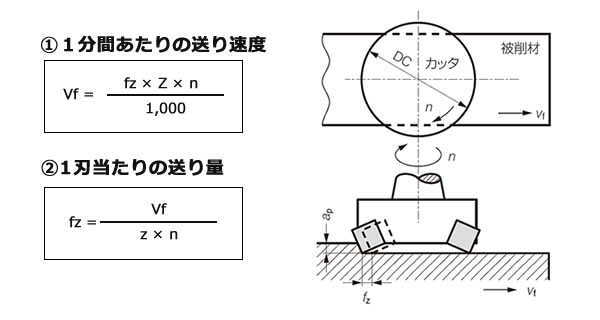
① 1分間当たりの送り速度
fz:1刃当たりの送り量(mm/t)
z:刃数(枚)
n:回転速度(min-1)
Vf:送り速度(m/min)
② 1刃当たりの送り量の計算
Vf:送り速度(m/min)
z:刃数(枚)
n:回転速度(min-1)
fz:1刃あたりの送り量(mm/t)
フライス加工の計算式 [切りくず排出量の計算]
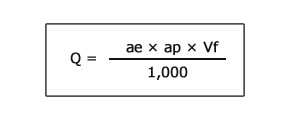
ae:切削幅(mm)
Vf:送り速度(mm/min)
ap:切込み(mm)
Q:切りくず排出量(cm3/min)
フライス加工の計算式 [所要動力の計算]
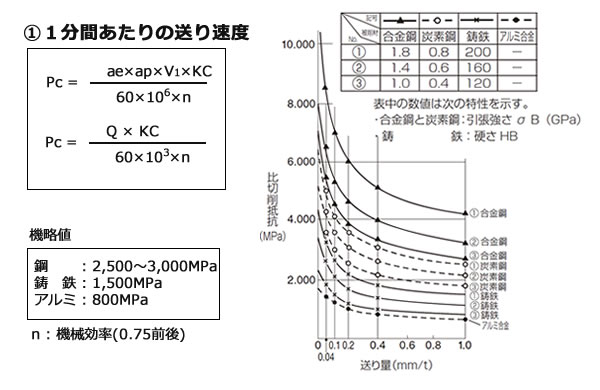
ae:切削幅(mm)
ap:切込み(mm)
Kc:比切削抵抗値(MPa)
Vf:送り速度(mm/min)
η:機械効率(0.75前後)
Pc:所要動力(kW)
Q:切りくず排出量(cm3/min)
Kc:比切削抵抗値(MPa)
η:機械効率(0.75前後)
Pc:所要動力(kW)
フライス加工の計算式 [所要馬力の計算]
Pc:所要動力(kw)
H:所要動力(馬力)
エンドミル加工の計算式
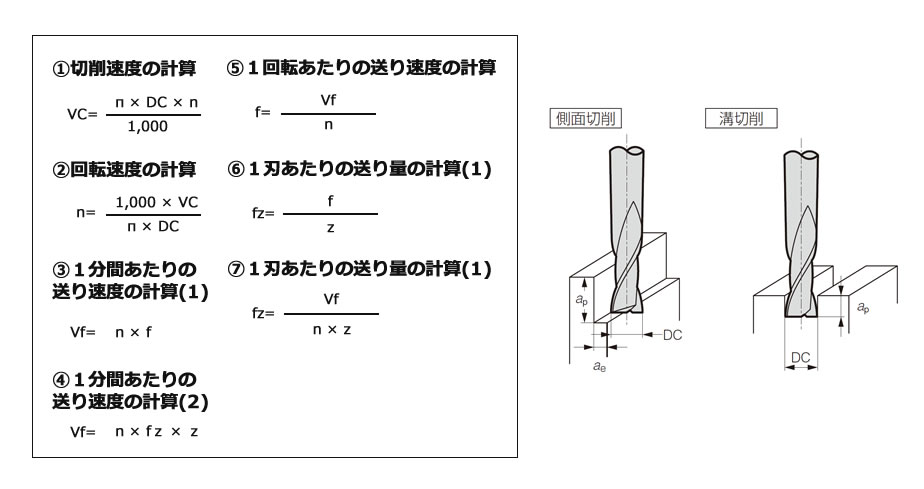
① 切削速度の計算
DC:エンドミル直径(mm)
n:回転速度(min-1)
Vc:切削速度(m/min)
② 回転速度の計算
Vc:切削速度(m/min)
DC:エンドミル直径(mm)
n:回転速度(min-1)
③ 1分間あたりの送り速度の計算(1)
f:1刃当たりの送り量(mm/rev)
n:回転速度(min-1)
Vf:送り速度(m/min)
④ 1分間あたりの送り速度の計算(2)
Z:刃数(枚)
n:回転速度(min-1)
fz:1刃あたりの送り量(mm/t)
Vf:送り速度(m/min)
⑤ 1回転当りの送り速度の計算
n:回転速度(min-1)
Vf:送り速度(m/min)
f:1刃あたりの送り量(mm/rev)
⑥ 1刃あたりの送り量の計算(1)
f:1回転あたりの送り量(mm/rev)
Z:刃数(枚)
fz:1刃あたりの送り量(mm/t)
⑦ 1刃あたりの送り量の計算(2)
Vf:送り速度(m/min)
n:回転速度(min-1)
Z:刃数(枚)
fz:1刃あたりの送り量(mm/t)
・ボールエンドミルの切削境界部の計算
RE:ボール半径(mm)
ap:切込み深さ(mm)
D1:切削境界部(mm)
穴あけ加工の計算式
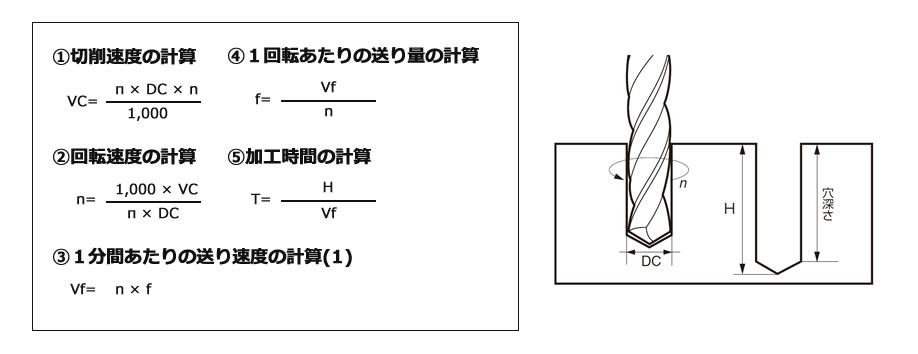
① 切削速度の計算
DC:ドリルの刃径(mm)
n:主軸速度(min-1)
Vc:切削速度(m/min)
② 回転速度の計算
Vc:切削速度(m/min)
DC:ドリルの刃径(mm)
n:回転速度(min-1)
③1分間あたりの送り速度の計算
f:1回転あたりの送り量(mm/rev)
n:回転速度(min-1)
Vf:送り速度(m/min)
④ 1回転あたりの送り量の計算
n:回転速度(min-1)
Vf:送り速度(m/min)
f:1回転あたりの送り量(mm/rev)
⑤ 加工時間の計算
H:穴あけ深さ(mm)
Vf:送り速度(m/min)
T:加工時間(min)
ロータリードレッサの計算
ロータリードレッサの使用条件設定において、周速度比は非常に重要な数値となります。
一般的に周速度比が低いと面粗さが良くなり、1に近づく(高い)と切れ味重視の条件となります。
スクロールで全体をご覧いただけます。
周速度比の求め方
周速度比 =
VrVs
Vr [m/min]RD周速度
=
N [min-1]RD回転速度
×
D [mm]RD直径
×
π [3.14]円周率
÷
1000
Vs [m/min]砥石周速度
=
N [min-1]砥石回転速度
×
D [mm]砥石直径
×
π [3.14]円周率
÷
1000
※上の計算式および下の入力フォームには「ローターリードレッサ=RD」と表示しています
周速度比の計算
RD回転速度(min-1)
砥石回転速度(min-1)
RD直径(mm)
砥石直径(mm)
RD周速度Vr(m/min)
砥石周速度Vs(m/min)
周速度比 (※)
(※) アップドレスの場合は計算後の数値に「-」マイナスをつけて下さい